
New Haas for Long Parts at Retro Track and Air
Gloucestershire, UK-based Retro Track and Air has invested in a Haas CNC VF-5/40XT – a 40-taper vertical machining centre with an extra-long, 60 inch (1524 mm) table – to machine cylinder heads for the famous V12 Merlin aero engine.
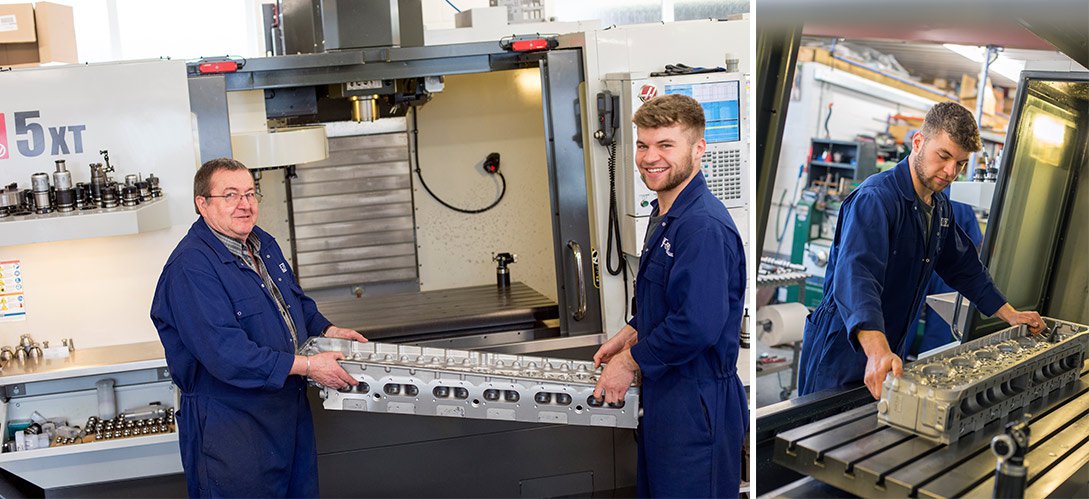
Installed in Retro’s newly built facility beside the company founder’s family home, the VF-5/40XT is a snug fit, towering over an adjacent Haas CNC Toolroom Lathe, and working long hours under the supervision of Gavin Faulks, head of design.
As the company’s name suggests, Retro Track and Air specialises in rebuilding and maintaining winged and wheeled masterpieces from a bygone era. Housed in various outbuildings – as well as a hangar at a nearby airfield – are various single-seat racing cars undergoing rebuild and maintenance before the new season. There are also partly restored aircraft and aero engines, some of which are the property of the Royal Air Force Battle of Britain Memorial Flight.
Gavin Faulks: “The Haas VF-5XT is perfect for machining the Merlin cylinder heads, designed more than 80 years ago by Rolls Royce. With all the parts we make for old engines, we work from drawings that are at least as old, which means we often have to reverse engineer components or best-guess dimensions, etc.
“The castings are made to a material specification called RR50 – created by Rolls Royce. It’s exactly the same material and part design as it was when the Merlin engine was first run, in the early 1930s. It would be relatively straightforward to modernize aspects of the engine design – to remedy small design faults – but the demand is for authentic parts, without any changes from the original.
“This particular batch of cylinder heads – seven off – will take us two years to finish and deliver to the Royal Air Force. Tolerances – between the arrays of bolt holes, for example – are 0.025 mm. Each face takes around a week to machine; the inlet/exhaust faces take another half a week. All the programming is done offline on OneCNC.”

“The new Haas has enabled us to keep more of this type of work in-house, and not rely so heavily on subcontractors. As a company, that’s the general direction we are heading in. To do so means making an investment, of course, but the difference between the parts we used to get – or make in-house on old machines – is night-and-day. The repeatability of the Haas is excellent, and it’s very reliable and easy to use.
“Although we can’t change the design of the parts, we are machining them to a higher standard, which, in itself, is a big improvement.”
The new Haas has enabled us to keep more of this type of work in-house, and not rely so heavily on subcontractors. As a company, that’s the general direction we are heading in. To do so means making an investment, of course, but the difference between the parts we used to get – or make in-house on old machines – is night-and-day. The repeatability of the Haas is excellent, and it’s very reliable and easy to use.
Gavin Faulks



